

�������ƣ���ݸ����Զ�ܽ�����˾
��ϵ�ˣ��ƾ�����С�㣩
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺hcy100613@163.com
��ϵ��ַ����ݸ����ľͷ�ܽ��г�һ��
�ʱࣺ512000
��ϵ��ʱ����˵�������ܽ����Ͽ����ģ�лл��
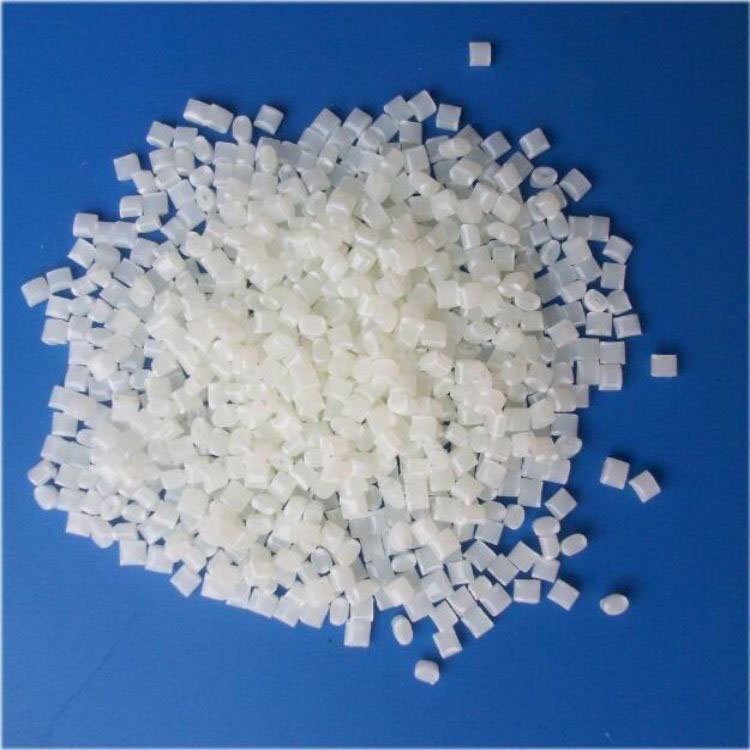
HDPE ��˹̩�� HI-2553 Certene 25����ָ
��ͬ�ƺźͲ�ͬ���̵�HDPE���е�����ġ�
HDPE������������Ӧ������������ͨ��ʹ�úܵ��������ԵIJ����Լ�С�ڲ�Ӧ�����Ӷ����Ὺ������HDPE���¶ȸ���60Cʱ�������������ܼ����ܽ⣬���俹�ܽ��Ա�LDPE��Ҫ��һЩ�� ע�ܹ���
�������洢ǡ����������
�ۻ��¶ȣ�220~260C�����ڷ��ӽϴ�IJ��ϣ������ۻ��¶ȷ�Χ��200~250C֮�䡣
ģ���¶ȣ�50~95C��6mm���±ں���ܼ�Ӧʹ�ýϸߵ�ģ���¶ȣ�6mm���ϱں���ܼ�ʹ�ýϵ͵�ģ���¶ȡ��ܼ���ȴ�¶�Ӧ�������Լ�С�����ʵIJ��졣�������ŵļӹ�����ʱ�䣬��ȴǻ��ֱ��Ӧ��С��8mm�����Ҿ�ģ�߱���ľ���Ӧ��1.3d֮�ڣ����d������ȴǻ����ֱ������ ע��ѹ����700~1050bar��
ע���ٶȣ�����ʹ�ø���ע�䡣
�����ͽ���:����ֱ����4��7.5mm֮�䣬��������Ӧ�����̡ܶ�����ʹ�ø������͵Ľ��ڣ����ڳ��Ȳ�Ҫ����0.75mm���ر�������ʹ��������ģ�ߡ� �����}�ϲ���
-
ABS ������������(����) A
-
ABS ������������(����) G
-
ABS ������������(����) F
-
ABS ������������(����) M
-
ABS ������������(����) H
-
ABS ������������(ɳ��) M
-
ABS ������������(����) F
-
ABS ������������(����) M
-
ABS ������������(����) H
-
ABS ������������(����) F
-
ABS ������������(����) E
-
ABS ������������(����) A
-
ABS ������������(����) A
-
ABS ������������(����) A
-
ABS ������������(����) F
-
ABS ������������(����) A
-
ABS ������������(����) G
-
ABS ������������(����) F
-
ABS ������������(����) M
-
ABS ������������(����) H
-
ABS ������������(ɳ��) M
-
ABS ������������(����) F
-
ABS ������������(����) M
-
ABS ������������(����) H
-
ABS ������������(����) F
-
ABS ������������(����) E
-
ABS ������������(����) A
-
ABS ������������(����) A
-
ABS ������������(����) A
-
ABS ������������(����) F